
Componentes para o banho de metais
Você provavelmente já utilizou peças banhadas em algum metal ao longo da vida, seja um brinco banhado a paládio ou níquel, um anel banhado a ouro, contatos elétricos, entre vários outros. Esse processo galvânico é muito comum e pode ser feito a partir de soluções eletrolíticas de vários metais: ouro, níquel, paládio e ródio são alguns exemplos. Essas soluções, além de conterem o sal do metal que será depositado, é composta por uma série de outras substâncias e são acompanhadas por outros materiais essenciais para a realização efetiva do banho, sendo algumas delas o eletrólito, o ânodo e os aditivos. A seguir, explicaremos, de maneira geral, quais são esses componentes, bem como suas finalidades no processo galvânico em questão.
Sais ou eletrólito
Sendo a parte principal do banho, o eletrólito é responsável por caracterizar qual tipo de metal será depositado: sulfato de ródio (Rh2(SO4)3), cianeto de prata (AgCN), cianeto duplo de ouro e potássio (KAu(CN)2), sulfato de cobre (CuSO4) e cianeto de cobre (CuCN) são exemplos de sais que formam, respectivamente, os banhos de ródio, prata, ouro, cobre ácido (brilho) e cobre alcalino (aderência). Tais sais, por estarem em um meio aquoso, estão na forma dissociada – portanto, são íons – e são atraídos por polos positivo ou negativo na presença de um meio em que há diferença de potencial, possibilitando, assim, a deposição metálica na peça a ser banhada.

Figura 1. Soluções de banho de metais.
Aditivos
Os aditivos são substâncias adicionais colocadas na solução do banho metálico com o intuito de melhorar a deposição do metal na peça e também melhorar o acabamento. Esses aditivos podem ser divididos em várias categorias, como niveladores, abrilhantadores, carreadores e molhadores. Contudo, é válido ressaltar que, apesar de serem divididos em categorias, é comum que a função de um determinado aditivo abranja as especificidades de várias categorias de uma só vez, ou seja, uma substância A pode servir tanto como niveladora quanto como abrilhantadora.
– Niveladores: são responsáveis por possibilitar que microdepressões (ranhuras invisíveis a olho nu) presentes na peça sejam niveladas. Desse modo, as substâncias niveladoras são adsorvidas ao redor das ranhuras, fazendo com que a passagem de corrente elétrica nesses locais de deposição seja menor. Por consequência, a passagem de corrente aumenta nas regiões de depressão, permitindo que os depósitos metálicos se concentrem nesses locais e nivelem a peça. Assim, as ranhuras são preenchidas e a deposição se torna uniforme, garantindo a obtenção de uma peça com aspecto menos irregular e mais brilhante.
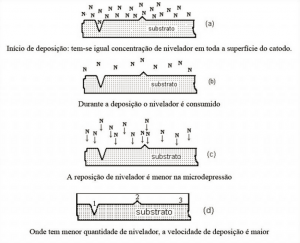
Figura 2. Ação dos niveladores numa peça.
– Abrilhantadores: são aditivos responsáveis por conferir brilho à peça. Os abrilhantadores que não possuem nenhum outro efeito funcionarão apenas em peças já polidas, nas quais as ranhuras já foram minimizadas. Apesar disso, outros abrilhantadores podem, também, possuir efeito nivelador, e, portanto, garantirão brilho mesmo em peças que não foram necessariamente polidas antes do banho.
– Molhadores: também chamados de agentes tensoativos, os molhadores são aditivos cuja função é reduzir a tensão interfacial banho/cátodo ou cátodo/gás. A diminuição dessa tensão possibilita que o líquido do banho consiga penetrar em todas as partes da peça a ser banhada, conforme é possível observar na Figura 3.
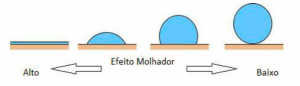
Figura 3. Aplicação do efeito molhador.
Ânodo
O ânodo é o polo positivo da célula eletrolítica formada no processo de banho de metais. Esse componente pode ser formado por diversos materiais, como cobre fosforoso, prata pura, titânio platinado e aço inox, os quais a aplicação depende para cada tipo de banho: alguns exigem que o ânodo seja inerte à solução de banho a fim de evitar sua contaminação, e outros são usados como materiais não-inertes, responsáveis por repor o metal gasto no banho. Essa última aplicação permite que essa reposição se torne mais prática e barata (como é o caso dos banhos de cobre e de prata); contudo, é válido ressaltar que não são todos os tipos de banho que permitem tal uso.
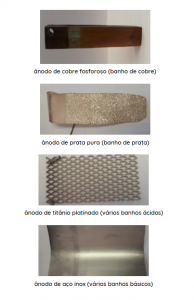
Figura 4. Tipos de ânodos.
Cátodo
É o polo negativo do sistema, correspondendo à peça a ser banhada. Com o acionamento da corrente elétrica, o cátodo recebe os cátions metálicos presentes na solução do banho, depositando-os em sua superfície e formando a camada banhada do metal desejado.
Dessa forma, todos esses componentes formam o sistema eletrolítico que, a partir da presença de uma diferença de potencial, íons dissociados, aditivos, um ânodo e um cátodo, possibilitam a confecção de peças de diferentes formas e acabamentos, em processos que fazem parte do cotidiano das indústrias galvânicas.
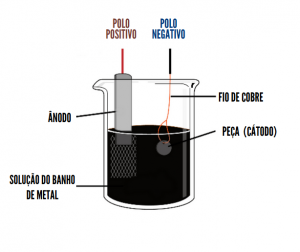
Figura 5. Sistema para banhar peças. Adaptado de SRA Resource Center.
Siga-nos no Instagram (@8_metais) e curta nossa página no Facebook (8metais) para mais conteúdos como esse!
Por Sabrina Santana Klabacher





Comentários